EMPT - The working principle
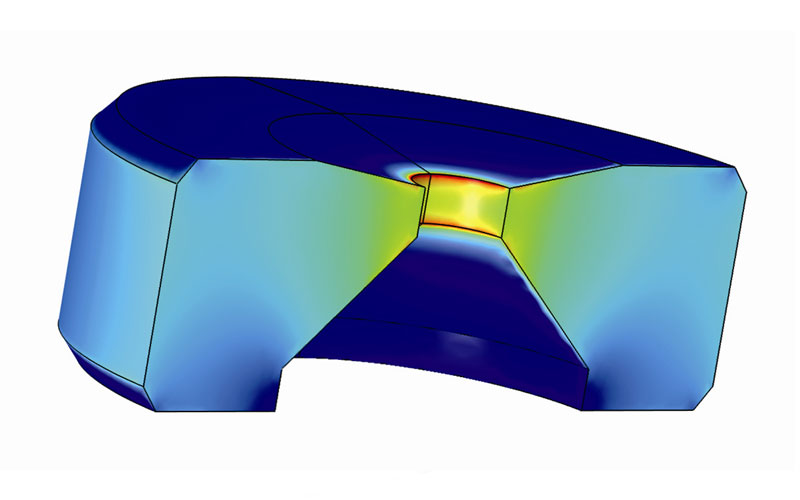
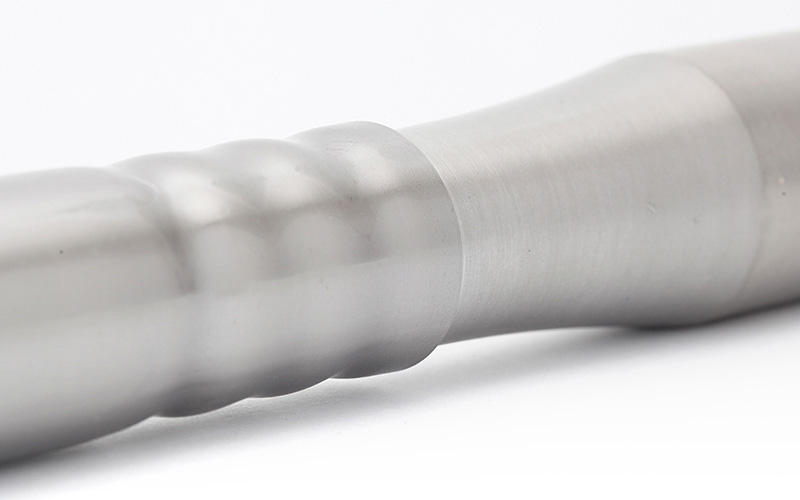
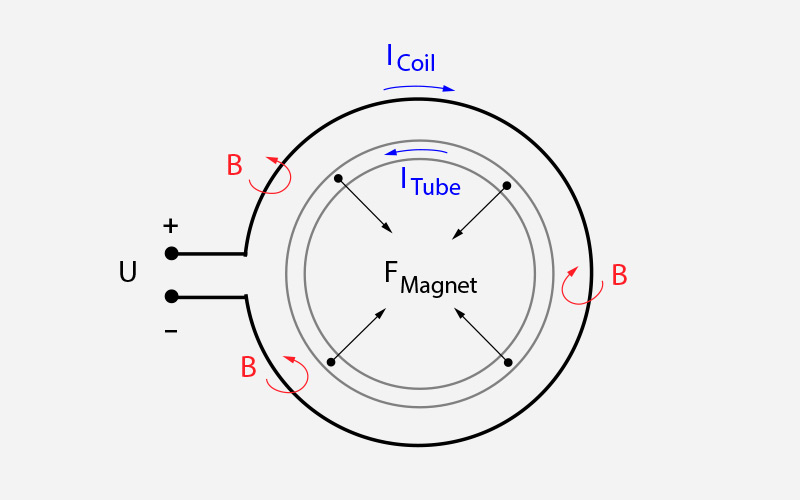
If the coil is supplied with alternating current, it induces an opposite current flow into the tube. As a result, the tube experiences a force acting radially on its own axis of rotation.